如何管理在3 d印刷尺寸公差hth华体会全站app

本文由约瑟夫·杨2020年7月16日更新
文章
在本文中,我们将讨论一些最常见的错误我们经常看到客户使用FDM技术和如何管理尺寸公差。
hth华体会全站app3 d打印技术是一个伟大的制造业工具,它可以产生近净形几何没有多个操作。生产复杂的几何图形通常涉及多个设置与传统加工或形成方法和阶段,3 d印刷可以允许您从数字资产(3 d CAD)完成部分(或几乎完成部分)在一个单一的步骤。hth华体会全站app然而,没有制造技术是完美的为每一个应用程序。大多数商用3 d打印技术尚未提供加工过程的精度和准确性。hth华体会全站app已经说过,就像处理其他制造方法,我们可以在缺陷一旦我们理解技术的局限性。
方式来管理尺寸公差
分辨率(片高度)和准确性
许多用户经常被误解的分辨率和精度之间的关系。使用高分辨率(=薄切片)将提供生产细节和光滑的表面光洁度的能力如果几何轮廓居多的垂直平面上,但并不总是提高尺寸精度。在某种程度上,使用薄切片还允许的最小刀具轨迹宽度窄,因此你可以把材料放在紧空间在XY平面上,但是,它不会影响尺寸公差在XY轴。
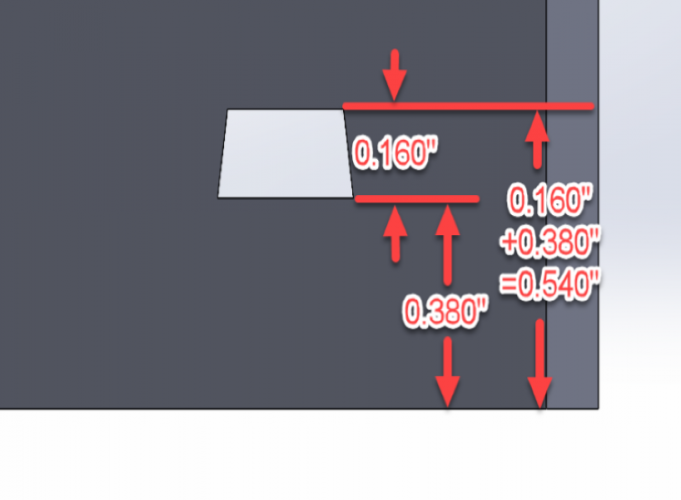
这里更大的问题是当关键几何图形的高度在Z轴不匀的高度。让我们深入一个例子。
我们将3 d打印此电子附件所示。hth华体会全站app注意Z轴维度上的梯形断路正面。
-
- hth华体会全站app3 d印制电子围栏

-
- 维电子断路的3 d印刷部分hth华体会全站app

现在让我们把这个文件放到切片机和过程在两个不同的决议- 0.010”和0.007”。华体会电竞下载可以看到在下面的比较中,切片在0.010”产生了其净形状没有任何错误。另一方面,切片在0.007”(高分辨率),它最终将断路器的位置由0.005”,使断路器由另一个0.001”高。更高的分辨率越好吗?不,不是在这种情况下。这个外壳是不设计成3 d印刷在0.007“0.005”的下一个选择是印刷,这将导致净形状完hth华体会全站app美的但它肯定是一个多余——印刷时间从要高出将近0.010“0.005”没有任何有意义的最终产品的功能优势。
最重要的教训是,你的设计意图必须包括该决议时要使用3 d印刷部分。hth华体会全站app即使您使用的是粗分辨率在0.013”,部分可以有很好的准确性如果你的尺寸是符合该决议。一个好的设计师总是制造方法。
-

- hth华体会全站app3 d部分切为0.007”

-

- hth华体会全站app3 d部分切为0.010”

接缝
一个缝在3 hth华体会全站appd打印点挤压刀具轨迹开始和结束的地方。挤压的开始创建一个小团的刀具轨迹(想象画一条线用胶枪)的表面部分将最后一行这些斑点一旦完成一部分。在许多情况下,切片软件如洞察力或GrabCAD打印会做华体会百家乐一份体面的工作“隐藏”的seam将刀具轨迹开始/结束点的锐角向量分析的能力。

seam 3 d印刷部分的例子hth华体会全站app
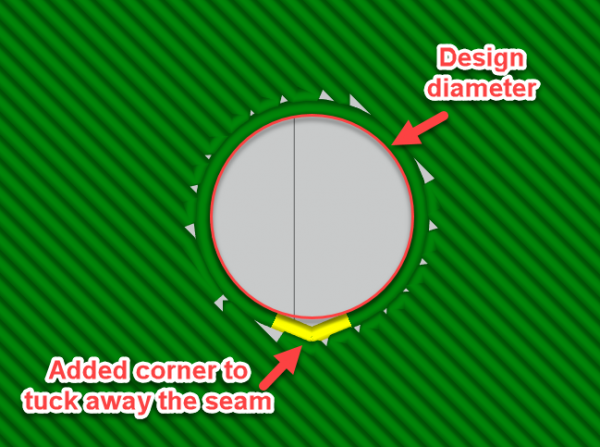
圆的特性,没有尖角,seam不能隐藏,这可能是一个问题,并把你扔一个曲线球的部分组装成一个组件。一个受欢迎的场景是在部分紧密配合孔安装螺栓或其他紧固件。
一个简单的解决了这个问题是添加一个“角落”进洞的ID。如果这个洞是一个间隙,一个轻微的改变不会是一个问题——不需要进一步的后期处理。
解决了seam 3 d打印技术,以提高精确度hth华体会全站app
然而,如果这应该是一个洞和更精确的适合的东西,说一个定位销或销,然后我们将略(约需要筛下这个洞。直径0.015”),用铰刀追逐完美的孔内表面。用户不能忘记增加轮廓计数GrabCAD打印(壁厚),以确保有足够的材料将不太接近的光栅。
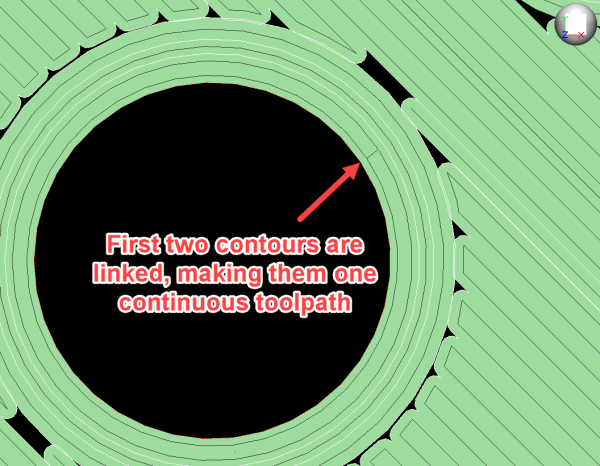
更进一步,使用等特性避免缝在GrabCAD打印可以帮助减少焊缝的大小很有效但是它不会完全去除不冒着一部分的完整性。为Stratasys公司fortus3d系统和F370用户,使用进一步洞察软件可以帮助解决华体会百家乐这种情况。首先,通过使用自定义组的用户可以减少刀具轨迹宽度轮廓内径。窄缝的刀具轨迹总体规模减少打印头不需要弥补潜在的挤压下,相当于为更广泛的刀具轨迹。其次,使链接轮廓(它是相同的功能作为避免缝GC印刷)要么畅饮的起点或终点的路径。这不是神奇的治愈消除接缝线但它有助于整体完成的部分。请记住,缝的大小也取决于你使用的材料类型。例如,ABS往往产生接缝比ASA(约30 - 50%的差异取决于构建参数和机器类型)。
减少缝合3 d印刷hth华体会全站app
角落
像任何机械移动载荷,打印机不喜欢快速的加速度。在数控刀具,主轴转速给定刀具轨迹可以保持相对稳定。然而,问题变得更加复杂的3 d打印机,因为挤出机速度与头部运动必须精确同步。hth华体会全站app一把锋利的90度角可以创建什么是最好的形容为“慧”的头试图加速/减速但灯丝挤压的加速/减速是有轻微的不同步。这是一个小问题,当3 d打印机操作速度慢得多。hth华体会全站app是一个小的代价得到了近一倍的整体印刷速度与构建参数。
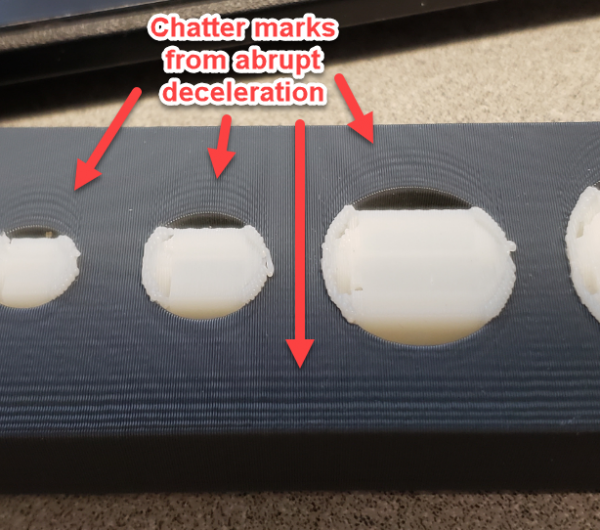
慧突然减速
的好办法绕过这是添加鱼片(R .100”或更大)提供间歇式一步慢下来在一个轴和一步加大在另一个。
如果添加一个角不是一个选择由于几何形状的限制,减少轮廓宽度(约。20%从默认设置)连同contour-to-contour空隙的0.001“- 0.002”也有助于降低临界表面颤痕。
此外,在皮带驱动系统等fortus3d 450/400/380/360和f系列打印机、肮脏的滑轮和磨损带会导致表面快速播报。所以呢,要注意如果你没有清理你的3 d打印机。hth华体会全站app清洁打印机运行更好,没有惊喜!
热应力
信不信由你,一大块空间X或Y轴误差对零件印刷FDM工艺源于材料的热应力不均匀的收缩。我们发现,这通常是无关紧要的中小型零件,可以容纳6 x6“x6信封。一旦成为一部分,可能会有随机点正确,不会收缩,导致部分超大号的高达0.5%。为了避免这种情况,最好的方法就是设计部分是一个shell形式而不是一块和维护尽可能均匀壁厚的整个部分。如果不可行,炮击的部分添加一个小raster-to-raster(或相邻栅格)空气隙的0.001”可以帮助缓解这个问题。
相关链接
要开始使用3 d打印吗?hth华体会全站app
我们的3hth华体会全站app d打印资源可以帮助您: